
")
")

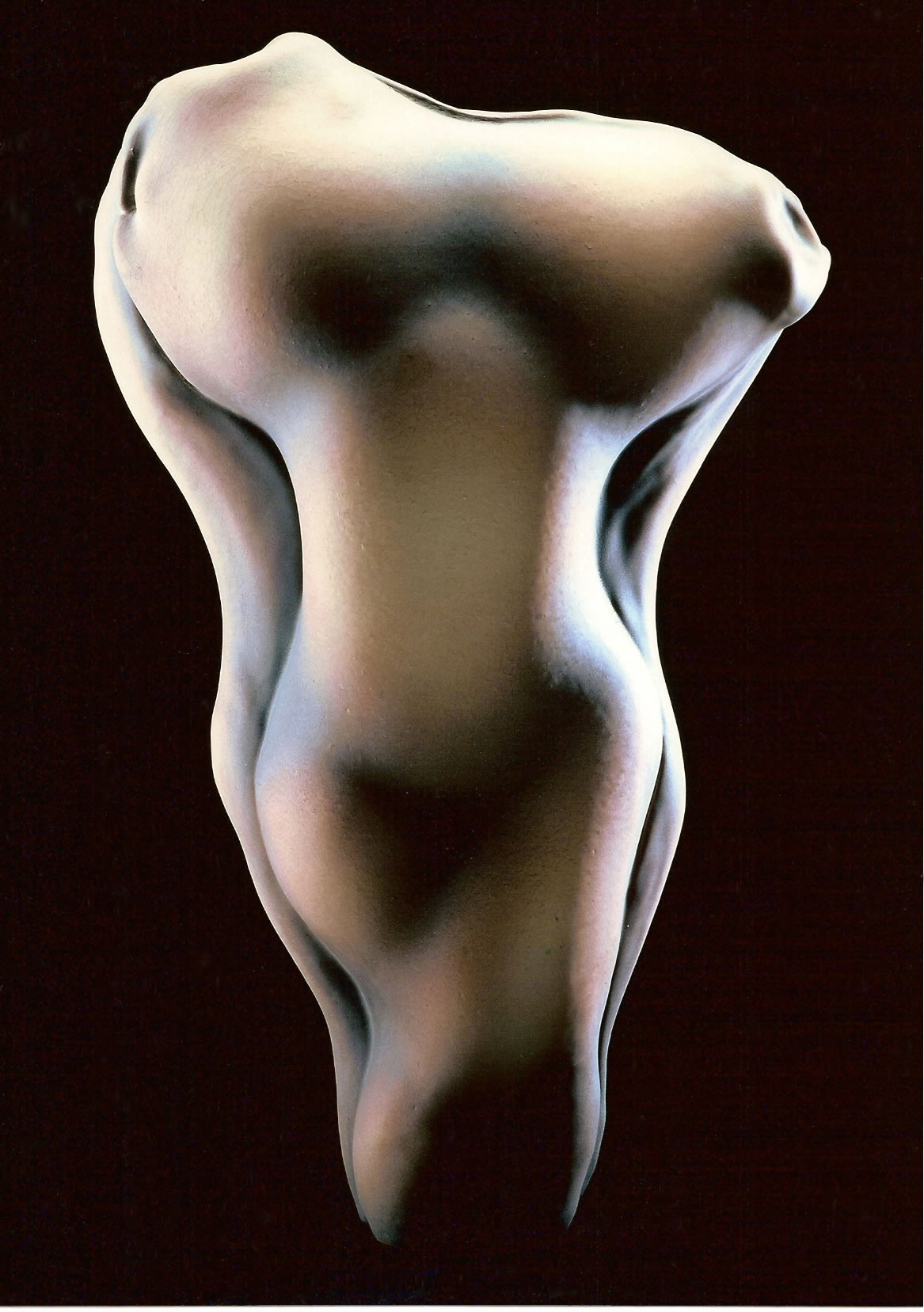






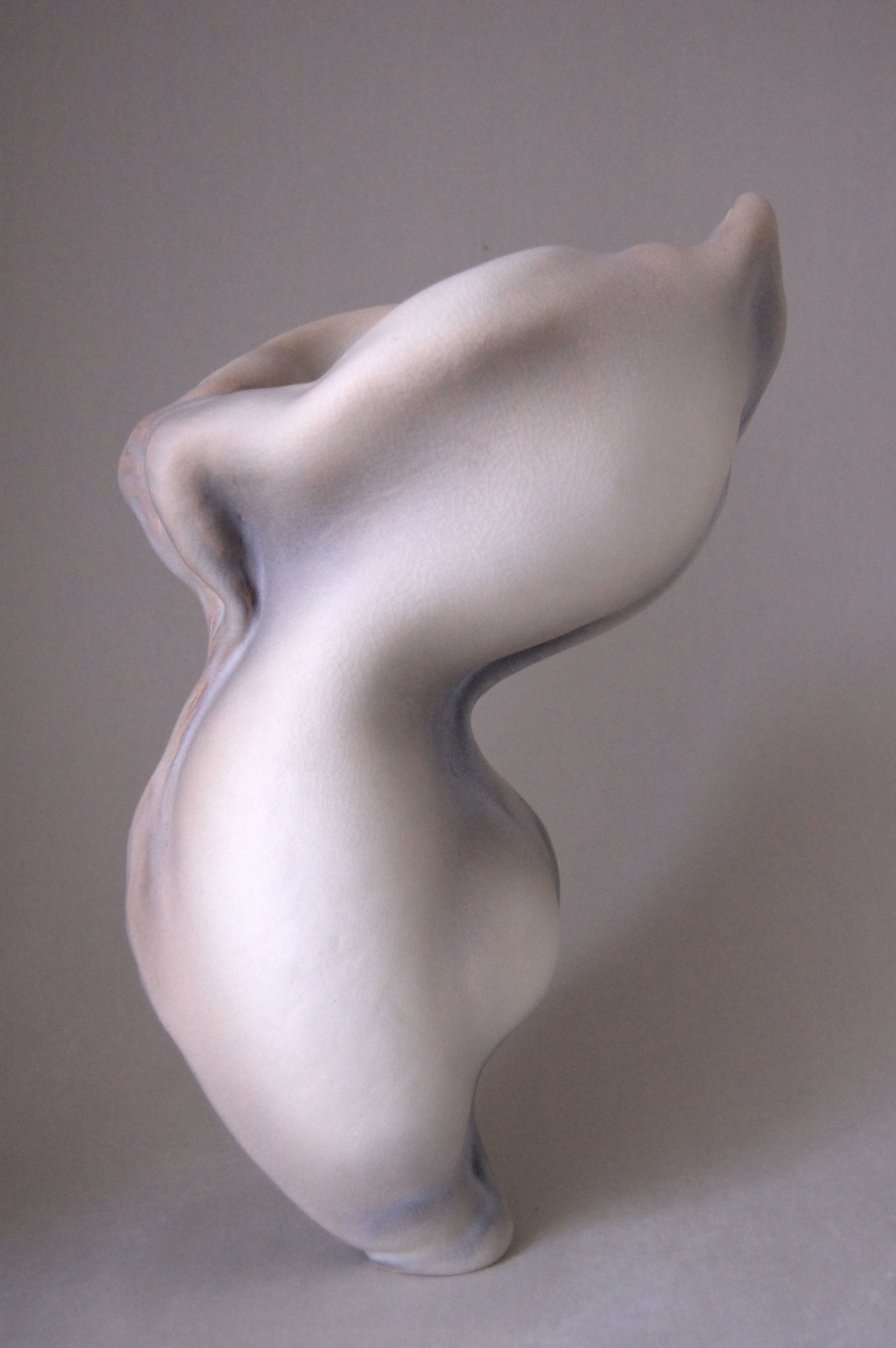

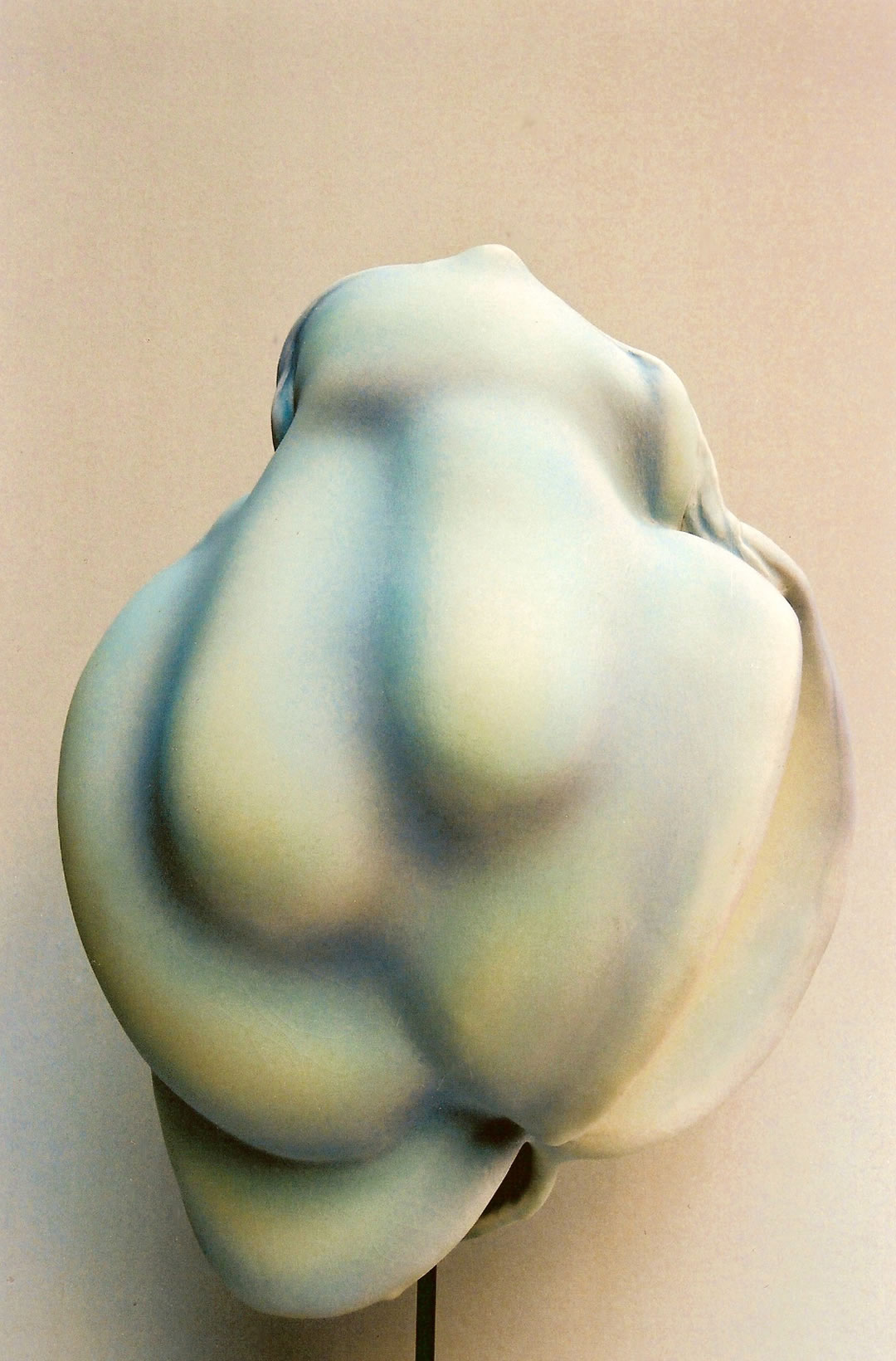







This American artist has developed a very special technique which begins with the preparation of large porcelain slabs shaped by soft bags of vermiculite, wheel thrown added pieces and ending with a mixture of several glazes applied in layers over the bisque fired piece. They are then fired to 1220° C, sandblasted and hand finished.
In this way are born forms which resemble no others, forms shaped by soft contours, hollows delicately shaded and veiled in an organic or rose colored skin, slightly translucid. The work captures our attention by their unquestionably living aspect and evokes something which perhaps borders on the surreal.
-
Jacques Wolgensinger from "La Revue de la Ceramique et du Verre" number 50.
|
|
 |
| Photo I. Wayne Fischer preparing nylon sacks filled with vermiculite which help in the shaping of the porcelain slabs. This step is sometimes preceded by sketching. | Photo 2. The porcelain slab having been prepeared, flattened and smoothed out has now reached its desired consistency, neither too soft nor too dry. It is then placed with its plastic sheet over the vermiculite bags |
 |
 |
| Photo 3. Together the board, the vermiculite sacks, the plastic sheet and porcelain slab are raised 30 to 40 cm. above the ground and carefully Dropped to get the approximate form | Photo 4. After basic forming, rectified if necessary by adding another bag, the sides are cut leaving enough of an edge for joining of second slab |
 |
 |
| Photo 5. The two slabs ready for .joining. | Photo 6. Joining of the two slabs. |
 |
 |
| Photo 7. Wayne joining the slabs by pinching and smoothing, sometimes adding an additional coil. | Photo 8. Wayne carefully examining this delicate stage of the process. |
 |
 |
| Photo 9. A third form, wheel thrown, is moistened in order to be shaped to the opening left in the piece. | Photo 10. Placing of the internal wall and joining. After drying and fiering, the piece will be carefully glazed using numerous coats of colorant mixtures in order to obtain a gradation of colors. This process is done with an airbrush. After electric kiln firing to 1220° C surface work is completed sandblasted and finally hand sanding. |




















